-

湖南禹顺环保科技有限公司
主营:湖南波纹管厂家,长沙双壁波纹管厂家,湖南钢带增强波纹管,长沙钢带增强波纹管,玻璃钢化粪池多少钱,湖南钢带波纹管

湖南禹顺环保科技有限公司
主营:湖南波纹管厂家,长沙双壁波纹管厂家,湖南钢带增强波纹管,长沙钢带增强波纹管,玻璃钢化粪池多少钱,湖南钢带波纹管 9
9

波纹管成型设备
配置采用大螺杆、大挤出量、大扭矩、大长径比,提供适合于PP材料性能的剪切作用,使物料熔融塑化均匀,这样就可以降低挤出机的转速,而避免过高的提高螺杆转速,对物料的剪切速率明显加大而提高物料熔体的温度
同时可以避免物料在加工成型过程种产生严重的物料下垂现象,造成双壁波纹管材的管壁厚度不均匀,刚性降低,并且难以制成在线扩口成型的双层壁承插口的双壁波纹管的问题。
PP双壁波纹管的生产采用2台不同螺杆直径的单螺杆挤出机通过机头复合而成,一般HDPE双壁波纹管生产都配置螺杆直径较小。
以生产直径为800的HDPE波纹管为例,管外层螺杆直径为90,内层螺杆直径为75,螺杆长径比为30,而生产PP波纹管的挤出机配制相应的加大,采用直径120(外层)/90(内层)单螺杆共挤出机,挤出机螺杆L/D为33。
大口径(较大口径1500mm)的聚丙烯双壁波纹管则采用直径150(外层)/120(内层)单螺杆共挤出机,挤出机螺杆L/D为33。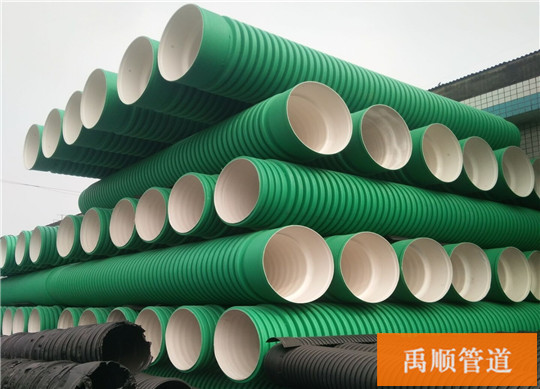
在各种塑料排水/排污结构壁管道中,国内外的双壁波纹管的产量都占据塑料排水/排污管道较多的份额。现状:前几年主要应用聚氯乙烯(PVC-U)和高密度聚乙烯(HDPE)双壁波纹管,较近才开始探索发展聚丙烯双壁波纹管。由于PP材料加工流动性能好,且PP的弹性模量比HDPE高,在欧洲已经广泛应用PP双壁波纹管,近年国外塑料室外排水管越来越多采用高刚度PP的结构壁管。
一般在1100-1300MPa,国外开发的新型高模量聚丙烯(PP-HM)材料更高,可达到1900MPa,针对于不同的材料,通过调整加工参数,一定口径的聚丙烯双壁波纹管可在HDPE双壁波纹管成型机上制造。
为了制造更大口径的管道,获得更多的材料节省,并且充分体现PP-HM材料的特性,聚丙烯双壁波纹管仍然需要在**PP波纹管成型机上生产。
聚丙烯双壁波纹管加工工艺探讨
PP双壁波纹管的生产线与PE双壁波纹管生产工艺流程类似,都是将混合好的物料(树脂与一定量的色母料)经过加料斗干燥预热然后加入单螺杆挤出机挤出。波纹管由两台挤出机共挤出,一台挤出管材外壁,一台挤出管材内壁,物料通过挤出机螺杆加热熔融塑化输送至机头口模。而管材内壁是通过内径定径套抽真空再冷却定型,管材外壁在内部空气压力和外部真空吸力的共同作用下和模块紧密接触成型。管材内、外壁均匀的熔合在一起,通过程序控制成双层在线扩口的成型过程。
管材环刚度主要由管材材料、结构和管材的平均直径三个因素决定。
弹性模量取决于材料的选择,惯性矩取决于结构断面的设计,在结构断面相同的情况下,结构尺寸(如壁厚)的变动也会造成惯性矩明显变化。
由于PP排水排污管材更好的性能和更便宜的价格,未来在欧洲年增长率可达15%。
目前,PP双壁波纹管在我国已经起步,有很好的前景,随着我国城镇化步伐加快,以及国家大型重点工程的实施,**管道用量将会巨增。